

エンジニアや調達担当者が、高精度機器の運用寿命を延長する方法を評価する際、運動、圧力、熱応力を吸収する機械部品は、しばしば最も厳密な検討対象となります。その中で、 エッジ溶接ベルーフ は、厳しい産業および科学的環境において高い評価を得ています。その独自の構造により、複雑な多軸運動を処理しつつ気密性を維持することが可能であり、信頼性と耐久性が絶対に不可欠なアプリケーションにおいて、非常に有望な選択肢となっています。
エッジ溶接ベローズアセンブリが機器の使用寿命を延長できるかどうかという問いに対する簡潔な答えは「はい」です。しかし、その答えに至る理由については、より深く理解する価値があります。設計原理、材料選定、および適用条件のすべてが、この部品が周囲のシステムを早期摩耗、汚染、および機械的故障からどれほど効果的に保護するかに寄与しています。本稿では、エッジ溶接ベローズが最も大きな使用寿命向上効果を発揮する条件と、エンジニアが機器設計にこれを統合する際に検討すべき事項について考察します。
エッジ溶接ベローズの耐久性を支える構造的論理
エッジ溶接プロセスが優れたシールを実現する仕組み
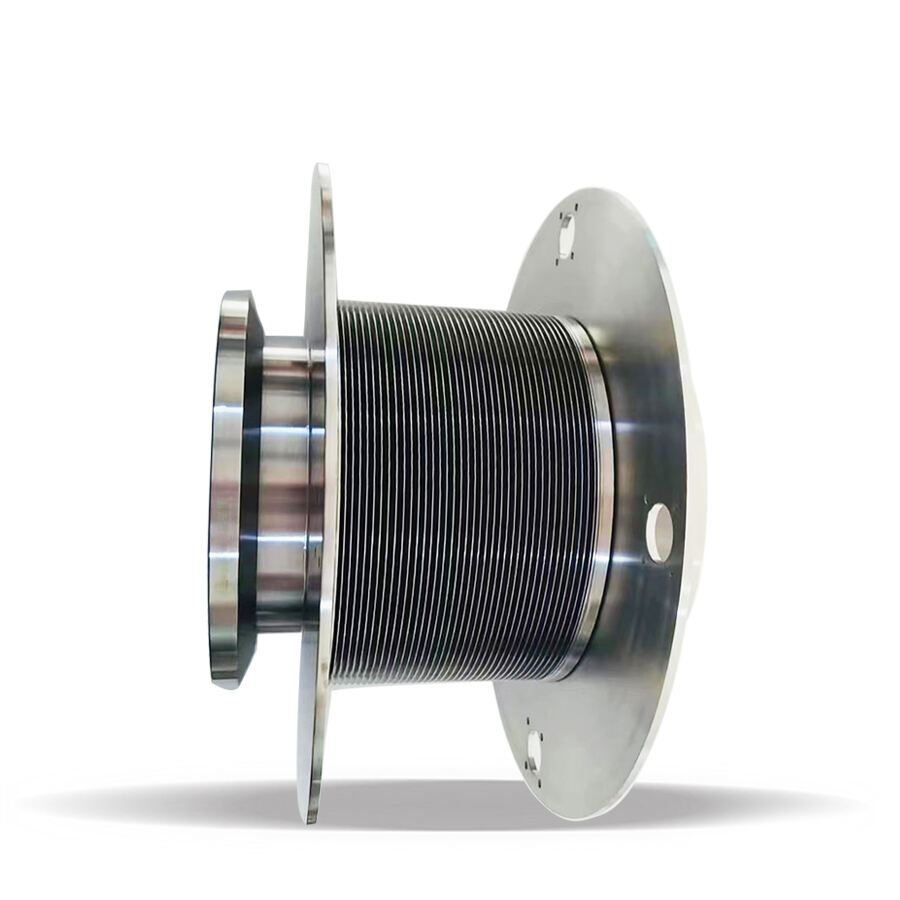
水圧成形またはロール成形ベローズとは異なり、エッジ溶接ベローズは、薄い金属板をリング状のダイアフラム形状にプレス成形し、その後、内周縁および外周縁を交互にペアにして溶接することによって製造されます。この製造方法により、ストローク容量に対して極めて薄い壁厚を持つ部品が得られ、これは直接的に低ばね定数および高柔軟性を実現します。その結果、このようなベローズは、軸方向・横方向・角方向の大きな変位を吸収可能でありながら、剛性の高い他のタイプで生じるような応力集中を発生させず、疲労亀裂を引き起こしません。
溶接されたエッジ継手は、アセンブリの構造的基盤です。高精度なレーザー溶接またはTIG溶接で施工されたこれらの継手は、ガス放出、液体の侵入、および粒子状汚染に対して完全に気密なバリアを形成します。真空システム、半導体製造装置、分析用計測機器において、この気密性は単なる性能上の特徴ではなく、エッジ溶接ベローズが数千回に及ぶ動作サイクルにわたり、内部の感度の高い部品を環境劣化から保護するための主要な機構です。
各ダイヤフラムの壁厚を、想定される負荷およびサイクルプロファイルに応じて指定できるため、設計者はアセンブリの疲労寿命を実質的に制御できます。適切に仕様設定されたエッジ溶接ベローズは、そのコルゲーション全体に応力を均等に分散させ、不適切にマッチングされた部品で見られるような局所的なひずみを回避し、結果としてサービス寿命を延長します。
材料選定とその耐久性への影響
エッジ溶接ベローズに最もよく使用される材料はオーステナイト系ステンレス鋼(通常は316L)であり、その耐食性、溶接性、および広範囲な温度条件下での一貫した機械的特性が選定理由である。より過酷な環境では、化学薬品への耐性、高温酸化耐性、または水素脆化耐性を確保するために、インコネル、ハステロイ、チタンなどの合金が指定される場合がある。材料の選択は、エッジ溶接ベローズが劣化を開始し、シールの完全性やスプリング定数の一貫性に影響を及ぼすまでの寿命を直接決定する。
材料の清浄性も同様に重要である。超高真空またはクリーンルーム用途においては、エッジ溶接ベローズの表面仕上げおよび内部清浄度が、脱気率および微粒子発生量の両方に影響を与える。電解研磨された表面は、汚染物質の吸着を低減し、アセンブリの長期的な真空性能を向上させるため、システムの保守頻度および部品交換サイクルを低減する。
使用環境に適した材料を選定することは、エッジ溶接ベローズを指定する際のエンジニアにとって最も影響力のある判断の一つです。材料特性と使用条件との不適合は、ベローズの幾何形状がいかに優れて設計されていても、早期破損の主な原因の一つとなります。
エッジ溶接ベローズが機器を保護する仕組み
機械的応力から感度の高い部品を遮断すること
エッジ溶接ベローズが機器の使用寿命を延長する主な方法の一つは、相対運動を受ける部品間において柔軟な機械的遮断体として機能することです。リニアアクチュエータ、真空フィードスルー、およびモーションステージにおいて、ベローズは隣接する軸受、シール、または構造部材に応力として伝達されるはずだった変位を吸収します。この機械的負荷をベローズ自身が負担することにより、保護対象となる部品の摩耗率が低減され、結果として全体アセンブリの保守間隔が実質的に延長されます。
この絶縁機能は、ベアリングやガイドレールにおけるわずかな機械的劣化でも測定精度や工程の再現性を損なう可能性がある高精度計測機器において、特に重要です。エッジ溶接ベローズにより、運動システムは必要な柔軟性を保ちながら動作し、同時に荷重伝達経路を清浄かつ予測可能に維持できます。長期的には、これにより予期せぬ保守作業が減少し、システム全体の平均故障間隔(MTBF)が延長されます。
極低温用途では、エッジ溶接ベローズは異なる材料間の熱膨張率の差異も補償します。周囲温度と極低温という極端な温度サイクルにさらされる際、ベローズは固定ジョイントやフランジ接続部に破壊的な応力を発生させかねない寸法変化を吸収するために可動します。
長期間の連続運転にわたる気密性の維持
エッジ溶接ベローズの気密密封性能は、機器の使用寿命を延長するというその役割において中心的な要素です。真空システムでは、ベローズが大気中の汚染物質がプロセスチャンバー内に侵入することを防ぎ、これによりプロセス品質の劣化や、運転条件を復元するために高コストなポンプダウンサイクルが必要になることを未然に防止します。流体取扱いシステムでは、ベローズが腐食性の高い媒体の漏洩を防ぎ、外部部品の腐食や安全上の危険を招くことを防止します。
エッジ溶接ベローズは、弾性体シールや機械式圧着継手ではなく、金属同士の溶接接合によって密封を実現するため、従来のフレキシブルコネクタの寿命を制限するシールの劣化を受けることがありません。弾性体シールは圧縮永久変形、化学的膨潤、熱劣化の影響を受けますが、適切に溶接された金属ベローズにはこれらすべての現象が適用されません。このため、シールの交換が困難・高コスト・運用上の障害となるような用途において、エッジ溶接ベローズは著しい長寿命という利点を有します。
シールの交換を必要とせずに、数十万回に及ぶ屈曲サイクルを通じて気密性を維持できる能力は、長寿命機器にエッジ溶接ベローズを採用する最も説得力のある理由の一つです。シールの故障が引き起こすコストには、交換部品の費用だけでなく、システムのダウンタイム、工程内不良品の発生、および再認証試験の実施費用も含まれるため、単に漏れることのない部品の価値は極めて大きくなります。
用途 サービス寿命の延長効果が特に顕著となるシナリオ
半導体および真空プロセス装置
半導体製造プロセスにおいて、装置の稼働率(アップタイム)は生産歩留まりおよび収益に直接影響します。エッジ溶接ベローズは、ゲートバルブ、ロードロック機構、ウエハー搬送ロボット、真空フィードスルーなどに広く採用されており、その理由は、運動に必要な柔軟性と、プロセス環境が要求する清浄性および気密性を同時に実現できるからです。シールの破損によって引き起こされる単一の汚染事象により、ベローズアセンブリ自体のコストの何倍もの価値を持つウエハーが廃棄される可能性があります。
適切な条件のもとで、通常100万回以上(あるいはそれ以上)の長寿命サイクル数が保証される高品質なエッジ溶接ベローズは、同一システム内の他の消耗部品の複数世代にわたって使用可能な耐久性を有しています。このようなサービス寿命の非対称性により、真空システムの保守作業のためにベント(大気開放)および開口を行う頻度が低減され、結果として汚染リスクおよび運転用真空度への復帰に要する時間が短縮されます。
半導体製造装置向けベローズの仕様を定めるエンジニアは、通常、ベローズメーカーと密接に連携して、耐久サイクル数、ストロークプロファイル、および清浄度基準を定義します。エッジ溶接ベローズは、直径、シボ数、材質、端部継手形状などにおいて高いカスタマイズ性を有しており、この業界が求める極めて特殊な要件に十分対応できます。
医療機器および分析計測機器
医療機器および実験室用機器では、エッジ溶接ベローズは、柔軟な可動要素としての役割に加え、汚染防止バリアとしても機能します。質量分析装置、電子顕微鏡、ガス分析装置において、ベローズは高真空分析チャンバーと、試料を位置決めしたり光学素子を調整するための機械式駆動系との間を遮断します。このインターフェースからの漏れが生じると、装置の分析性能が損なわれるだけでなく、時間のかかる再キャリブレーションや修理が必要になります。
これらの用途におけるエッジ溶接ベローズの長い使用寿命は、単なるコストメリットにとどまらず、信頼性を確保するための必須要件です。医療機器および科学機器は、保守点検が困難な環境で使用されることが多く、装置のダウンタイムが患者ケアや研究の継続性に直接的な影響を及ぼします。実証済みの長寿命サイクルを有するベローズを仕様として選定することで、重要な測定や手術中の予期せぬ故障発生確率を低減できます。
エッジ溶接ベローズは、現代の計測機器における小型化にも貢献します。非常に小さな直径で製造可能であり、かつ精密なばね定数特性を有するため、従来の大型で柔軟性の高い部品では実現できなかったコンパクトなアクチュエータ設計を可能にします。このような設計の柔軟性は、機械的インターフェースの数および潜在的な故障箇所を削減することにより、装置全体の信頼性向上に寄与します。
エッジ溶接ベローズが長期にわたる使用寿命を実現するかどうかを決定する要因
動作範囲に対する正しい仕様
エッジ溶接ベローズは、実際に遭遇する運用条件に対して正しく仕様設定された場合にのみ、その最大寿命性能を発揮します。これは、ストローク振幅、サイクル周波数、運用圧力、温度範囲、および任意の横方向または角変位成分を正確に定義することを意味します。これらのパラメーターのいずれかを過小評価すると、ベローズが設計範囲を超えて運用されることとなり、疲労の加速および早期破損を招く可能性があります。
巻数、ダイアフラムの厚さ、および外径と内径の比率は、エッジ溶接ベローズのばね定数およびストローク容量を決定する主な幾何学的変数です。所要ストロークに対して巻数が少なすぎると、各サイクルで過度に応力が加わり、逆に多すぎると圧力下で不安定になる可能性があります。ベローズが想定される使用期間中に期待通りに機能することを保証するためには、経験豊富なメーカーと連携し、仕様をアプリケーション要件に対して検証することが重要なステップです。
端部継手の設計も、サービス寿命に影響を与えます。曲げモーメントや溶接界面における応力集中を引き起こす不適切な端部継手設計では、ベローズ本体自体が破損するよりもはるかに早期に疲労亀裂が発生する可能性があります。ベローズの畳み込み部と端部フランジまたはチューブとの間の形状移行(トランジション・ジオメトリ)への配慮は、高品質なエッジ溶接ベローズアセンブリと汎用品との差を明確にする重要な設計上の配慮点です。
設置品質と運用規律
エッジ溶接ベローズであっても、設置が不適切である場合や設計パラメータを超えて運用された場合には、早期に故障する可能性があります。一般的な設置ミスには、組立時の過度な圧縮または過度な伸長、予期しない横方向荷重を生じさせる配列の不具合(アライメント不良)、およびベローズの形状を歪める原因となる端部継手の不適切な締付けトルクなどが挙げられます。これらのミスは、初期の運転開始時には目視で確認できないことが多く、比較的少ない運転サイクル数の後に早期疲労破損として現れます。
運用上の規律 — すなわち、指定されたストローク限界、圧力定格、および温度範囲への遵守 — は同様に重要です。自動化システムでは、アクチュエータがエッジ溶接ベローズをその公称行程を超えて駆動することを防止するために、ソフトウェアによる制限値の設定や機械的なハードストップの導入が必要となる場合があります。手動操作システムでは、運用限界に関する明確な文書化と定期的な点検手順により、日常的な使用においてベローズが無意識に過負荷状態にさらされるのを防ぐことができます。
エッジ溶接ベローズの疲労、腐食、または機械的損傷の兆候を定期的に点検することは、進行中の問題が重大な故障へと発展するのを未然に防ぐための単純かつ効果的な保守作業です。特に重要な用途では、ヘリウム漏れ試験や拡大下での目視検査などの非破壊検査手法を用いることで、壁貫通クラックへと進行する前の初期段階の欠陥を検出できます。
よくあるご質問(FAQ)
エッジ溶接ベローズは通常、何回のサイクルまで耐えられるでしょうか?
エッジ溶接ベローズの寿命サイクル数は、ストローク振幅、材料、および使用条件に依存しますが、適切に設計されたアセンブリでは、適切な条件下で50万回から100万回以上を保証するものが一般的です。メーカーは通常、標準化された試験条件に基づいて寿命サイクル数のデータを提供しています。エンジニアは、公表されている数値を信頼する前に、その保証条件が自社の具体的なアプリケーションパラメータと一致することを確認する必要があります。
エッジ溶接ベローズは、真空および加圧の両方の用途に使用できますか?
はい、エッジ溶接ベローズは真空および正圧用途の両方に対応するように設計可能です。耐圧性能は、ダイアフラムの厚さ、コンボリューション(しわ)形状、および材質によって決まります。圧力用途では、ベローズに十分な壁厚および適切な端部継手補強を指定する必要があります。これは、印加荷重下で座屈や降伏が生じないためです。正確な仕様策定のためには、メーカーと具体的な圧力および真空条件について相談することが不可欠です。
エッジ溶接ベローズアセンブリの早期破損の原因は何ですか?
早期故障の最も一般的な原因には、定格ストロークを超えた使用、設置時のアライメント不良、化学的または熱的環境に応じた適切でない材質選定、設計限界を超える応力レベルでの高サイクル運転による疲労などがあります。また、製造工程中に発生した溶接品質の欠陥も早期故障を引き起こす可能性があるため、特に重要用途においては、厳格な品質管理プロセスを有するメーカーから調達することが重要です。
エッジ溶接ベローズは高温用途に適していますか?
標準的なステンレス鋼製エッジ溶接ベローズアセンブリは、合金の種類および印加応力レベルに応じて、約400~500℃までの温度範囲で使用可能です。より高温での使用には、インコネルなどのニッケル系超合金を用いることで、実用可能な温度範囲を大幅に拡大できます。高温下では材料の疲労強度が低下するため、耐久サイクル数(サイクル寿命)の評価値を適切に低減(デレーティング)する必要があります。この点は仕様策定プロセスにおいて必ず考慮すべき要素です。