

Quando engenheiros e especialistas em compras avaliam maneiras de prolongar a vida útil operacional de equipamentos de precisão, os componentes mecânicos que absorvem movimento, pressão e tensão térmica frequentemente recebem a análise mais detalhada. Entre estes, o lona Soldada à Borda ganhou uma sólida reputação em ambientes industriais e científicos exigentes. Sua construção exclusiva permite-lhe suportar movimentos complexos em múltiplos eixos, mantendo ao mesmo tempo um selo hermético, tornando-o uma opção atraente para aplicações nas quais longevidade e confiabilidade são prioridades inegociáveis.
A resposta curta à pergunta se um conjunto de fole soldado na borda pode prolongar a vida útil do equipamento é sim — mas as razões por trás dessa resposta valem a pena ser compreendidas em profundidade. Os princípios de projeto, as escolhas de materiais e a adequação à aplicação contribuem todos para a eficácia com que este componente protege os sistemas circundantes contra desgaste prematuro, contaminação e falha mecânica. Este artigo analisa as condições nas quais um fole soldado na borda oferece os maiores benefícios em termos de vida útil, bem como os fatores que os engenheiros devem considerar ao integrá-lo no projeto de seus equipamentos.
A Lógica Estrutural por Trás da Durabilidade do Fole Soldado na Borda
Como o Processo de Soldagem na Borda Cria uma Vedação Superior
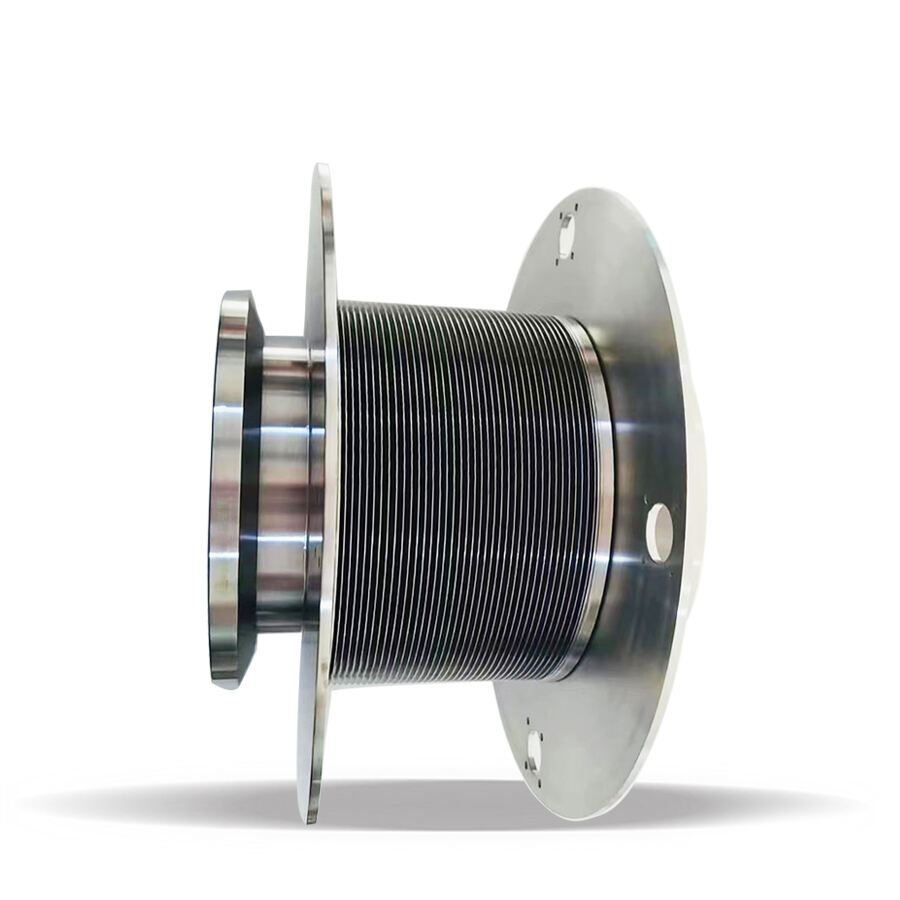
Diferentemente dos foles hidroformados ou conformados por laminação, um fole soldado nas bordas é construído por meio da estampagem de discos metálicos finos em formas anulares de diafragma e, em seguida, pela soldagem desses discos entre si nas bordas interna e externa, em pares alternados. Esse processo de fabricação resulta em um componente com paredes extremamente finas em relação à sua capacidade de curso, o que se traduz diretamente em baixas taxas de rigidez elástica e alta flexibilidade. O resultado é um fole capaz de acomodar deslocamentos axiais, laterais e angulares significativos, sem gerar concentrações de tensão que provoquem trincas por fadiga em alternativas mais rígidas.
As juntas de borda soldadas são a estrutura principal da montagem. Quando executadas com precisão por soldagem a laser ou TIG, essas juntas criam uma barreira totalmente hermética que resiste à desgaseificação, à entrada de fluidos e à contaminação por partículas. Em sistemas de vácuo, equipamentos para fabricação de semicondutores e instrumentação analítica, essa integridade hermética não é apenas uma característica de desempenho — é o mecanismo primário pelo qual o fole soldado na borda protege componentes internos sensíveis contra degradação ambiental ao longo de milhares de ciclos operacionais.
Como a espessura da parede de cada diafragma pode ser especificada para corresponder à carga esperada e ao perfil de ciclos, os engenheiros têm um controle significativo sobre a vida útil por fadiga da montagem. Um fole soldado na borda corretamente especificado distribuirá uniformemente as tensões ao longo de suas convoluções, evitando a deformação localizada que reduz a vida útil de componentes inadequadamente dimensionados.
Seleção de Materiais e seu Impacto na Longevidade
O material mais comum para um fole soldado na borda é o aço inoxidável austenítico, normalmente o grau 316L, escolhido por sua resistência à corrosão, soldabilidade e propriedades mecânicas consistentes em uma ampla faixa de temperaturas. Em ambientes mais agressivos, podem ser especificadas ligas como Inconel, Hastelloy ou titânio para resistir à agressão química, à oxidação em altas temperaturas ou à fragilização por hidrogênio. A escolha do material determina diretamente por quanto tempo o fole soldado na borda pode operar antes de começar a degradação que afete a integridade da vedação ou a consistência da taxa de mola.
A limpeza do material é igualmente importante. Em aplicações de ultra-alto vácuo ou salas limpas, o acabamento superficial e a limpeza interna do fole soldado na borda influenciam tanto as taxas de desgaseificação quanto a geração de partículas. Superfícies eletropolidas reduzem a adsorção de contaminantes e melhoram o desempenho a longo prazo do conjunto sob vácuo, o que, por sua vez, diminui a frequência de manutenção do sistema e dos ciclos de substituição de componentes.
Selecionar o material adequado para o ambiente operacional é uma das decisões mais impactantes que um engenheiro pode tomar ao especificar um fole soldado na borda. Uma incompatibilidade entre as propriedades do material e as condições de serviço é uma das principais causas de falha prematura do fole, independentemente de quão bem projetada seja sua geometria.
Mecanismos pelos Quais um Fole Soldado na Borda Protege Equipamentos
Isolamento de Componentes Sensíveis da Tensão Mecânica
Uma das principais maneiras pelas quais um fole soldado na borda prolonga a vida útil do equipamento é atuar como um isolador mecânico flexível entre componentes que experimentam movimento relativo. Em atuadores lineares, passagens para vácuo e estágios de movimento, o fole absorve o deslocamento que, de outra forma, seria transmitido como tensão para rolamentos, vedações ou elementos estruturais adjacentes. Ao assumir essa carga mecânica, o fole soldado na borda reduz as taxas de desgaste nos componentes que protege, multiplicando efetivamente os intervalos de manutenção do conjunto como um todo.
Essa função de isolamento é particularmente valiosa em instrumentos de precisão, onde até mesmo uma leve degradação mecânica em um rolamento ou trilho de guia pode comprometer a precisão das medições ou a repetibilidade do processo. O fole soldado na borda permite que o sistema de movimento opere com a flexibilidade necessária, mantendo ao mesmo tempo o percurso de carga limpo e previsível. Com o tempo, isso se traduz em menos eventos de manutenção não planejados e em um maior tempo médio entre falhas para o sistema como um todo.
Em aplicações criogênicas, o fole soldado na borda também compensa a expansão térmica diferencial entre materiais dissimilares. À medida que as temperaturas oscilam entre os extremos ambiente e criogênicos, o fole flexiona para acomodar as alterações dimensionais que, caso contrário, gerariam tensões destrutivas em juntas fixas ou conexões flangeadas.
Manutenção da Integridade Hermética ao Longo de Ciclos Prolongados de Operação
A capacidade de vedação hermética de um fole soldado na borda é fundamental para seu papel na extensão da vida útil do equipamento. Em sistemas a vácuo, o fole impede que a contaminação atmosférica entre na câmara de processo, o que degradaria a qualidade do processo e exigiria ciclos dispendiosos de bombeamento para restaurar as condições operacionais. Em sistemas de manuseio de fluidos, ele evita vazamentos de meios agressivos que poderiam corroer componentes externos ou criar riscos à segurança.
Como o fole soldado na borda obtém sua vedação por meio de juntas soldadas metal com metal, em vez de vedações elastoméricas ou conexões mecânicas por compressão, ele não sofre com a degradação da vedação que limita a vida útil dos conectores flexíveis convencionais. As vedações elastoméricas estão sujeitas ao escoamento por compressão, à inchação química e ao envelhecimento térmico — nenhum desses fenômenos ocorre em um fole metálico adequadamente soldado. Isso confere ao fole soldado na borda uma vantagem significativa em longevidade em aplicações nas quais a substituição da vedação é difícil, cara ou operacionalmente disruptiva.
A capacidade de manter a integridade hermética por centenas de milhares de ciclos de flexão sem necessidade de substituição da vedação é um dos argumentos mais convincentes para especificar um fole soldado na borda em equipamentos de longa duração. Quando o custo de uma falha na vedação inclui não apenas a peça de reposição, mas também tempo de inatividade do sistema, desperdício no processo e testes de requalificação, o valor de um componente que simplesmente não apresenta vazamentos torna-se muito significativo.
Aplicação Cenários em que a extensão da vida útil é mais acentuada
Equipamentos para processos em semicondutores e vácuo
Na fabricação de semicondutores, a disponibilidade dos equipamentos está diretamente ligada ao rendimento da produção e à receita. O fole soldado na borda é amplamente utilizado em válvulas de bloqueio, mecanismos de câmara de carga, robôs de manipulação de wafers e passagens para vácuo, precisamente porque combina a flexibilidade necessária para o movimento com a limpeza e a hermeticidade exigidas pelo ambiente do processo. Um único evento de contaminação causado por uma vedação defeituosa pode resultar em perdas de wafers cujo valor supera muitas vezes o custo do próprio conjunto do fole.
A longa vida útil em ciclos de um fole soldado na borda bem especificado — frequentemente classificado em um milhão de ciclos ou mais, sob condições adequadas — significa que o componente pode durar mais do que várias gerações de outras peças consumíveis no mesmo sistema. Essa assimetria na vida útil reduz a frequência com que o sistema de vácuo precisa ser ventilado e aberto para manutenção, o que, por sua vez, reduz o risco de contaminação e o tempo necessário para restaurar os níveis operacionais de vácuo.
Engenheiros que especificam foles para equipamentos semicondutores normalmente trabalham em estreita colaboração com os fabricantes de foles para definir os requisitos de vida útil em ciclos, perfis de curso e padrões de limpeza. A personalizabilidade do fole soldado por borda — em termos de diâmetro, número de convoluções, material e geometria dos acabamentos nas extremidades — torna-o especialmente adequado às exigências altamente específicas deste setor.
Dispositivos Médicos e Instrumentação Analítica
Em dispositivos médicos e instrumentos de laboratório, o fole soldado por borda desempenha uma dupla função: como elemento flexível de movimento e como barreira contra contaminação. Em espectrômetros de massa, microscópios eletrônicos e analisadores de gás, o fole isola a câmara de análise de alto vácuo dos sistemas mecânicos de acionamento responsáveis pelo posicionamento de amostras ou pelo ajuste de elementos ópticos. Qualquer vazamento através dessa interface comprometeria o desempenho analítico do instrumento e exigiria recalibração ou reparo demorados.
A longa vida útil do fole soldado na borda nessas aplicações não é apenas uma vantagem de custo — é um requisito de confiabilidade. Instrumentos médicos e científicos são frequentemente implantados em ambientes onde o acesso para manutenção é limitado e onde a indisponibilidade do instrumento tem consequências diretas para os cuidados ao paciente ou para a continuidade da pesquisa. Especificar um fole comprovadamente durável, com alta resistência a ciclos, reduz a probabilidade de falha não planejada durante uma medição ou procedimento crítico.
O fole soldado na borda também apoia a miniaturização em instrumentação moderna. Como pode ser fabricado em diâmetros muito pequenos, com características precisas de rigidez elástica, permite projetos compactos de atuadores que não seriam viáveis com elementos flexíveis mais volumosos. Essa flexibilidade de projeto contribui para a confiabilidade geral do instrumento, reduzindo o número de interfaces mecânicas e possíveis pontos de falha.
Fatores que determinam se um fole soldado na borda proporcionará uma vida útil estendida
Especificação Correta para a Faixa de Operação
Um fole soldado nas bordas só atingirá seu potencial máximo de vida útil quando for corretamente especificado para as condições reais de operação às quais estará sujeito. Isso significa definir com precisão a amplitude do curso, a frequência de ciclos, a pressão de operação, a faixa de temperatura e quaisquer componentes de deslocamento lateral ou angular. A subespecificação de qualquer um desses parâmetros pode resultar em um fole operado além de sua faixa de projeto, levando à fadiga acelerada e à falha prematura.
A contagem de convoluções, a espessura do diafragma e a relação entre o diâmetro externo e o diâmetro interno são as principais variáveis geométricas que determinam a rigidez elástica e a capacidade de curso de um fole soldado na borda. Um fole com número insuficiente de convoluções para o curso exigido ficará sobrecarregado em cada ciclo, enquanto um fole com excesso de convoluções pode apresentar instabilidade sob pressão. Trabalhar com um fabricante experiente para validar a especificação em função dos requisitos da aplicação é uma etapa importante para garantir que o fole desempenhe conforme o esperado ao longo de sua vida útil prevista.
O projeto dos acessórios de extremidade também influencia a vida útil. Acessórios de extremidade mal projetados, que introduzam momentos fletores ou concentrações de tensão na interface de soldagem, podem iniciar trincas por fadiga muito antes de o corpo do fole propriamente dito falhar. A atenção dedicada à geometria de transição entre as convoluções do fole e as flanges ou tubos de extremidade é um detalhe que distingue montagens de foles soldados na borda de alta qualidade das alternativas genéricas.
Qualidade da Instalação e Disciplina Operacional
Mesmo um fole soldado na borda perfeitamente especificado pode falhar prematuramente se for instalado incorretamente ou operado fora de seus parâmetros de projeto. Erros comuns de instalação incluem compressão excessiva ou extensão excessiva durante a montagem, desalinhamento que introduz cargas laterais não intencionais e torque inadequado dos acessórios de extremidade, o que distorce a geometria do fole. Esses erros são frequentemente invisíveis durante a inicialização inicial, mas manifestam-se como falhas precoces por fadiga após um número relativamente pequeno de ciclos operacionais.
Disciplina operacional — ou seja, aderência aos limites especificados de curso, classificações de pressão e faixas de temperatura — é igualmente importante. Em sistemas automatizados, isso pode exigir a implementação de limites de software ou batentes mecânicos fixos que impeçam o atuador de mover o fole soldado por borda além do seu curso nominal. Em sistemas operados manualmente, a documentação clara dos limites operacionais e protocolos regulares de inspeção ajudam a garantir que o fole não seja inadvertidamente submetido a sobrecarga durante o uso rotineiro.
A inspeção periódica do fole soldado por borda quanto a sinais de fadiga, corrosão ou danos mecânicos é uma prática de manutenção simples, mas eficaz, capaz de impedir que um problema em desenvolvimento se transforme em uma falha catastrófica. Em aplicações críticas, métodos de ensaio não destrutivo, como o teste de vazamento com hélio ou a inspeção visual com auxílio de lupa, permitem detectar defeitos em estágio inicial, antes que evoluam para trincas que perfurem toda a espessura da parede.
Perguntas Frequentes
Quantos ciclos um fole soldado por borda normalmente suporta?
A vida útil em ciclos de um fole soldado na borda depende da amplitude do curso, do material e das condições de operação, mas conjuntos bem projetados normalmente têm classificação de 500.000 a mais de um milhão de ciclos sob condições adequadas. Os fabricantes geralmente fornecem dados sobre a vida útil em ciclos com base em condições-padrão de ensaio, e os engenheiros devem verificar se as condições classificadas correspondem aos parâmetros específicos de sua aplicação antes de confiar nas figuras publicadas.
Um fole soldado na borda pode ser utilizado tanto em aplicações a vácuo quanto em aplicações sob pressão?
Sim, um fole soldado na borda pode ser projetado tanto para serviço a vácuo quanto para pressão positiva. A classificação de pressão depende da espessura do diafragma, da geometria das convoluções e do material. Para aplicações sob pressão, o fole deve ser especificado com espessura de parede suficiente e reforço adequado nos acessórios de extremidade, a fim de evitar flambagem ou escoamento sob a carga aplicada. Consultar o fabricante sobre os requisitos específicos de pressão e vácuo é essencial para uma especificação correta.
O que causa falha prematura em um conjunto de fole soldado na borda?
As causas mais comuns de falha prematura incluem operação além do curso nominal, desalinhamento durante a instalação, seleção incorreta do material para o ambiente químico ou térmico e fadiga decorrente de operação em alto número de ciclos com níveis de tensão acima do limite projetado. Defeitos na qualidade da solda introduzidos durante a fabricação também podem iniciar falhas precoces; por isso, é importante adquirir desses produtos junto a fabricantes que possuam processos rigorosos de controle de qualidade em aplicações críticas.
Um fole soldado na borda é adequado para aplicações de alta temperatura?
As uniões padrão de fole soldadas na borda em aço inoxidável são adequadas para temperaturas de até aproximadamente 400 a 500 graus Celsius, dependendo da liga e do nível de tensão aplicado. Para aplicações em temperaturas mais elevadas, superligas à base de níquel, como a Inconel, podem ampliar significativamente a faixa de temperatura utilizável. Em temperaturas elevadas, a resistência à fadiga do material diminui, portanto, a classificação de vida cíclica deve ser reduzida proporcionalmente, devendo esse fator ser considerado no processo de especificação.
Sumário
- A Lógica Estrutural por Trás da Durabilidade do Fole Soldado na Borda
- Mecanismos pelos Quais um Fole Soldado na Borda Protege Equipamentos
- Aplicação Cenários em que a extensão da vida útil é mais acentuada
- Fatores que determinam se um fole soldado na borda proporcionará uma vida útil estendida
-
Perguntas Frequentes
- Quantos ciclos um fole soldado por borda normalmente suporta?
- Um fole soldado na borda pode ser utilizado tanto em aplicações a vácuo quanto em aplicações sob pressão?
- O que causa falha prematura em um conjunto de fole soldado na borda?
- Um fole soldado na borda é adequado para aplicações de alta temperatura?