

Когда инженеры и специалисты по закупкам оценивают способы увеличения срока эксплуатации прецизионного оборудования, механические компоненты, поглощающие движение, давление и термические нагрузки, зачастую подвергаются наиболее тщательному анализу. Среди них гофра с кромочной сваркой заслужил прочную репутацию в требовательных промышленных и научных средах. Его уникальная конструкция позволяет выдерживать сложное многокоординатное перемещение при сохранении герметичности, что делает его привлекательным решением для применений, где долговечность и надёжность являются непременными приоритетами.
Краткий ответ на вопрос о том, может ли сборка сильфонов с краевым сварным соединением увеличить срок службы оборудования, — да; однако причины, лежащие в основе этого ответа, заслуживают подробного рассмотрения. Принципы конструирования, выбор материалов и соответствие конкретному применению определяют, насколько эффективно данный компонент защищает окружающие системы от преждевременного износа, загрязнения и механических повреждений. В данной статье рассматриваются условия, при которых сильфон с краевым сварным соединением обеспечивает максимальное увеличение срока службы, а также вопросы, которые инженеры должны учитывать при его интеграции в конструкцию оборудования.
Конструктивная логика долговечности сильфонов с краевым сварным соединением
Как процесс краевой сварки обеспечивает превосходное уплотнение
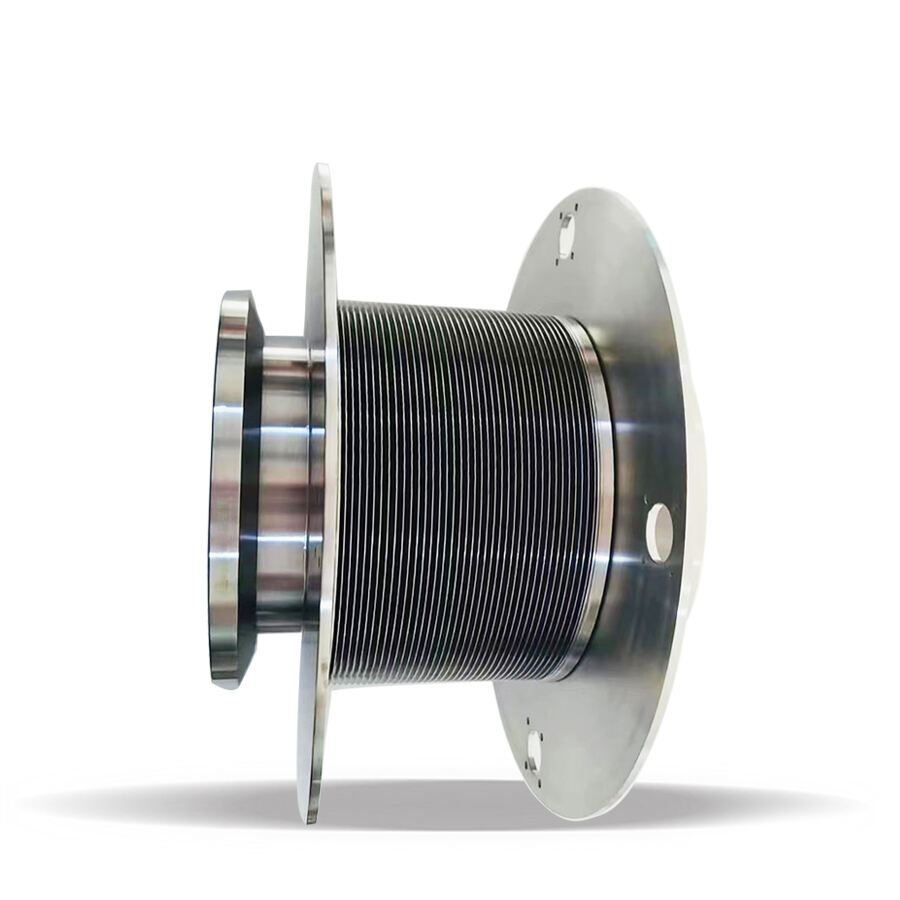
В отличие от гидроформованных или прокатанных сильфонов, краевой сварной сильфон изготавливается путём штамповки тонких металлических дисков в форму кольцевых мембран, а затем их сварки попарно по внутренним и внешним кромкам в чередующемся порядке. Такой способ производства позволяет получить компонент со значительно утончёнными стенками относительно его хода, что напрямую обеспечивает низкие жёсткости (коэффициенты пружинности) и высокую гибкость. В результате получается сильфон, способный компенсировать значительные осевые, боковые и угловые перемещения без возникновения концентраций напряжений, вызывающих усталостное растрескивание в более жёстких аналогах.
Сварные стыковые соединения являются конструктивным каркасом сборки. При выполнении с высокой точностью с помощью лазерной или аргонодуговой сварки (TIG) такие соединения создают полностью герметичный барьер, устойчивый к выделению газов, проникновению жидкостей и загрязнению частицами. В вакуумных системах, оборудовании для производства полупроводников и аналитических приборах такая герметичность — это не просто эксплуатационная характеристика, а основной механизм, обеспечивающий защиту чувствительных внутренних компонентов от деградации под воздействием окружающей среды в течение тысяч циклов работы.
Поскольку толщина стенки каждого диафрагменного элемента может быть задана с учётом ожидаемой нагрузки и профиля циклов, инженеры получают реальный контроль над ресурсом на усталость всей сборки. Правильно спроектированный краевой сварной сильфон обеспечивает равномерное распределение напряжений по всем его гофрам, предотвращая локальные деформации, которые сокращают срок службы неправильно подобранных компонентов.
Выбор материала и его влияние на долговечность
Наиболее распространённым материалом для гофрированной мембраны с краевым сварным швом является аустенитная нержавеющая сталь, как правило, марки 316L, выбранная благодаря своей стойкости к коррозии, свариваемости и стабильным механическим свойствам в широком диапазоне температур. В более агрессивных средах могут применяться сплавы, такие как инконель, хастеллой или титан, чтобы обеспечить устойчивость к химическому воздействию, высокотемпературному окислению или водородному охрупчиванию. Выбор материала напрямую определяет срок службы гофрированной мембраны с краевым сварным швом до начала деградации, которая может повлиять на герметичность соединения или стабильность жёсткости пружины.
Не менее важна чистота материала. В условиях сверхвысокого вакуума или в чистых помещениях качество поверхности и внутренняя чистота гофрированной мембраны с краевым сварным швом влияют как на скорость дегазации, так и на образование частиц. Электрополированные поверхности снижают адсорбцию загрязняющих веществ и улучшают долгосрочную вакуумную производительность сборки, что, в свою очередь, сокращает частоту технического обслуживания системы и замены компонентов.
Выбор правильного материала для рабочей среды — одно из наиболее значимых решений, которое инженер может принять при выборе гофрированной мембраны с краевым сварным швом. Несоответствие между свойствами материала и условиями эксплуатации является одной из главных причин преждевременного выхода из строя гофрированной мембраны, независимо от того, насколько точно спроектирована её геометрия.
Механизмы защиты оборудования с помощью гофрированной мембраны с краевым сварным швом
Изоляция чувствительных компонентов от механических напряжений
Один из основных способов, с помощью которого гофрированная мембрана с краевым сварным швом увеличивает срок службы оборудования, заключается в том, что она выступает в качестве гибкого механического изолятора между компонентами, совершающими относительное перемещение. В линейных приводах, вакуумных вводах и позиционирующих столах гофрированная мембрана поглощает перемещение, которое в противном случае передавалось бы в виде механических напряжений в соседние подшипники, уплотнения или конструктивные элементы. Беря на себя эту механическую нагрузку, гофрированная мембрана с краевым сварным швом снижает интенсивность износа защищаемых компонентов, эффективно увеличивая интервалы технического обслуживания всей сборки.
Эта функция изоляции особенно ценна в прецизионных приборах, где даже незначительная механическая деградация подшипника или направляющей рейки может нарушить точность измерений или воспроизводимость процесса. Гофр с краевым сварным швом позволяет системе перемещения работать с требуемой податливостью, одновременно обеспечивая чистоту и предсказуемость силового потока. Со временем это приводит к сокращению количества незапланированных мероприятий по техническому обслуживанию и увеличению среднего времени наработки на отказ всей системы.
В криогенных применениях гофр с краевым сварным швом также компенсирует различия в тепловом расширении разнородных материалов. При циклическом изменении температуры от окружающей до криогенных экстремумов гофр деформируется, компенсируя изменения размеров, которые в противном случае вызвали бы разрушительные напряжения в жёстких соединениях или фланцевых стыках.
Сохранение герметичности в течение длительных циклов эксплуатации
Возможность герметичного уплотнения краевого гофрированного элемента, выполненного методом сварки по краю, является ключевой для его роли в увеличении срока службы оборудования. В вакуумных системах гофрированный элемент предотвращает проникновение атмосферного воздуха в рабочую камеру, что позволило бы ухудшить качество процесса и потребовало бы дорогостоящих циклов откачки для восстановления рабочих условий. В системах транспортировки жидкостей он предотвращает утечку агрессивных сред, способных вызвать коррозию внешних компонентов или создать угрозу безопасности.
Поскольку гофрированный элемент с краевым сварным швом обеспечивает герметичность за счёт сварных металлических соединений, а не эластомерных уплотнений или механических компрессионных фитингов, он не подвержен деградации уплотнения, ограничивающей срок службы традиционных гибких соединителей. Эластомерные уплотнения подвержены остаточной деформации при сжатии, химическому набуханию и термическому старению — ни одно из этих явлений не характерно для правильно сваренного металлического гофрированного элемента. Это обеспечивает гофрированному элементу с краевым сварным швом значительное преимущество в плане долговечности в тех областях применения, где замена уплотнения затруднена, экономически невыгодна или приводит к технологическим перерывам в работе.
Способность сохранять герметичность в течение сотен тысяч циклов изгиба без замены уплотнения является одним из самых убедительных аргументов в пользу применения гофрированной мембраны с краевым сварным швом в оборудовании, рассчитанном на длительный срок службы. Когда стоимость отказа уплотнения включает не только стоимость заменяемой детали, но и простои системы, брак технологического процесса и повторные испытания на подтверждение соответствия, ценность компонента, который попросту не пропускает утечек, становится весьма значимой.
Область применения Сценарии, в которых продление срока службы наиболее выражено
Полупроводниковое и вакуумное технологическое оборудование
В производстве полупроводников время безотказной работы оборудования напрямую связано с выходом годной продукции и выручкой. Краевые сварные сильфонные компенсаторы широко применяются в шлюзовых затворах, механизмах загрузочных шлюзов, роботах для перемещения пластин и вакуумных вводах именно потому, что они сочетают гибкость, необходимую для движения, с чистотой и герметичностью, требуемыми технологической средой. Одно событие загрязнения, вызванное отказом уплотнения, может привести к потере пластин на сумму, многократно превышающую стоимость самого сильфонного компенсатора.
Длительный срок службы правильно подобранного краевого сварного сильфонного компенсатора — часто рассчитанного на один миллион циклов и более при соответствующих условиях эксплуатации — означает, что данный компонент способен прослужить дольше нескольких поколений других расходуемых деталей в той же системе. Такой дисбаланс в сроках службы снижает частоту, с которой вакуумную систему необходимо продувать и открывать для технического обслуживания, что само по себе уменьшает риск загрязнения и время, необходимое для восстановления рабочего вакуумного уровня.
Инженеры, определяющие технические требования к сильфонам для оборудования в полупроводниковой промышленности, как правило, тесно взаимодействуют с производителями сильфонов для согласования требований к ресурсу наработки на отказ, профилям хода и стандартам чистоты. Возможность индивидуальной настройки сильфонов с краевым сварным швом — по диаметру, количеству гофр, материалу и геометрии концевых фитингов — делает их особенно подходящими для удовлетворения высокоспецифических требований данной отрасли.
Медицинские изделия и аналитические приборы
В медицинских изделиях и лабораторных приборах сильфон с краевым сварным швом выполняет двойную функцию: он служит как гибкий элемент для передачи движения, так и барьером против загрязнений. В масс-спектрометрах, электронных микроскопах и газовых анализаторах сильфон изолирует камеру анализа с высоким вакуумом от механических приводных систем, которые перемещают образцы или регулируют оптические элементы. Любая утечка через этот интерфейс приведёт к снижению аналитической точности прибора и потребует трудоёмкой повторной калибровки или ремонта.
Длительный срок службы гофрированного элемента с краевым сварным швом в этих областях применения — это не просто экономическое преимущество, а требование надёжности. Медицинские и научные приборы зачастую эксплуатируются в условиях, где доступ для технического обслуживания ограничен, а простой прибора напрямую сказывается на качестве ухода за пациентами или непрерывности исследований. Указание гофрированного элемента с подтверждённым длительным ресурсом по числу циклов снижает вероятность незапланированного отказа во время критического измерения или процедуры.
Гофрированный элемент с краевым сварным швом также способствует миниатюризации современных приборов. Поскольку его можно изготавливать очень малых диаметров с точно заданными характеристиками жёсткости, он позволяет создавать компактные конструкции исполнительных механизмов, которые невозможно реализовать с использованием более громоздких гибких элементов. Такая гибкость проектирования повышает общую надёжность прибора за счёт сокращения числа механических соединений и потенциальных точек отказа.
Факторы, определяющие, обеспечит ли гофрированный элемент с краевым сварным швом расширенный срок службы
Правильная спецификация для рабочей зоны
Гофрированный компенсатор с краевым сварным швом обеспечит свой максимальный потенциал срока службы только в том случае, если он правильно выбран для реальных условий эксплуатации, с которыми он будет сталкиваться. Это означает точное определение амплитуды хода, частоты циклов, рабочего давления, диапазона температур, а также любых составляющих бокового или углового смещения. Недостаточная спецификация любого из этих параметров может привести к эксплуатации компенсатора за пределами его проектной зоны, что вызовет ускоренную усталость и преждевременный отказ.
Количество гофров, толщина диафрагмы и соотношение наружного диаметра к внутреннему являются основными геометрическими параметрами, определяющими жёсткость пружины и ход гофрированной мембраны с краевым сварным швом. Гофрированная мембрана с недостаточным количеством гофров для требуемого хода будет испытывать чрезмерные напряжения при каждом цикле, тогда как мембрана с избыточным количеством гофров может проявлять неустойчивость под давлением. Важным этапом обеспечения ожидаемой работоспособности мембраны в течение всего расчётного срока службы является согласование технических характеристик с опытным производителем с учётом требований конкретного применения.
Конструкция концевых фитингов также влияет на срок службы изделия. Недостаточно продуманные концевые фитинги, вызывающие изгибающие моменты или концентрации напряжений в зоне сварного соединения, могут спровоцировать образование усталостных трещин задолго до того, как сама гофрированная часть мембраны выйдет из строя. Тщательное внимание к геометрии перехода между гофрами мембраны и концевыми фланцами или трубами — это деталь, которая отличает высококачественные сборки гофрированных мембран с краевым сварным швом от изделий массового производства.
Качество монтажа и операционная дисциплина
Даже идеально спроектированный гофрированный компенсатор с краевым сварным швом может выйти из строя преждевременно, если он установлен неправильно или эксплуатируется за пределами своих проектных параметров. Распространённые ошибки при монтаже включают чрезмерное сжатие или растяжение компенсатора при сборке, несоосность, приводящую к возникновению непредусмотренных боковых нагрузок, а также некорректное затягивание концевых фитингов, вызывающее деформацию геометрии компенсатора. Эти ошибки зачастую незаметны на этапе первоначального ввода в эксплуатацию, однако проявляются в виде ранних усталостных разрушений уже после сравнительно небольшого числа рабочих циклов.
Операционная дисциплина — то есть соблюдение заданных пределов хода, номинальных давлений и температурных диапазонов — имеет не меньшее значение. В автоматизированных системах это может потребовать реализации программных ограничений или механических упоров, предотвращающих перемещение краевого сварного сильфона за пределы его номинального хода. В ручных системах чёткое документирование эксплуатационных ограничений и регулярные процедуры осмотра помогают обеспечить, чтобы сильфон не подвергался непреднамеренному перегрузочному воздействию в ходе обычной эксплуатации.
Периодический осмотр краевого сварного сильфона на наличие признаков усталости, коррозии или механических повреждений представляет собой простую, но эффективную меру технического обслуживания, позволяющую предотвратить превращение развивающейся проблемы в катастрофический отказ. В критически важных применениях методы неразрушающего контроля, такие как испытание на герметичность гелием или визуальный осмотр с применением увеличения, позволяют выявлять дефекты на ранних стадиях до того, как они перерастут в сквозные трещины.
Часто задаваемые вопросы
Сколько циклов способен выдержать типичный краевой сварной сильфон?
Срок службы гофрированного элемента с краевым сварным швом зависит от амплитуды хода, материала и условий эксплуатации, однако хорошо спроектированные сборки обычно рассчитаны на 500 000 циклов и более одного миллиона циклов при соответствующих условиях. Производители, как правило, предоставляют данные о сроке службы в циклах на основе стандартизированных условий испытаний, и инженерам следует убедиться, что заявленные условия совпадают с параметрами их конкретного применения, прежде чем полагаться на опубликованные значения.
Можно ли использовать гофрированный элемент с краевым сварным швом как в вакуумных, так и в напорных приложениях?
Да, гофрированный элемент с краевым сварным швом может быть спроектирован как для работы в вакууме, так и при избыточном давлении. Допустимое давление зависит от толщины мембраны, геометрии гофров и материала. Для применения при давлении гофрированный элемент должен быть указан с достаточной толщиной стенки и соответствующим усилением концевых фитингов во избежание потери устойчивости или пластической деформации под действием приложенной нагрузки. Консультация с производителем относительно конкретных требований по давлению и вакууму является обязательной для правильного выбора изделия.
Что вызывает преждевременный выход из строя сборки гофрированного элемента с краевым сварным швом?
Наиболее распространёнными причинами преждевременного выхода из строя являются эксплуатация за пределами номинального хода, несоосность при монтаже, неправильный выбор материала с учётом химической или термической среды, а также усталость от работы с высокой частотой циклов при уровнях напряжения, превышающих проектные пределы. Дефекты качества сварных швов, возникающие в процессе производства, также могут стать причиной раннего отказа; поэтому для критически важных применений важно приобретать изделия у производителей, применяющих строгие процессы контроля качества.
Подходит ли гофрированный элемент с краевой сваркой для применения при высоких температурах?
Стандартные комплекты сильфонов с кромками из нержавеющей стали, соединённых сваркой, подходят для эксплуатации при температурах до примерно 400–500 °C в зависимости от типа сплава и уровня приложенных напряжений. Для работы при более высоких температурах применение никелевых суперсплавов, таких как Inconel, значительно расширяет диапазон допустимых рабочих температур. При повышенных температурах усталостная прочность материала снижается, поэтому ресурс по числу циклов необходимо соответствующим образом понижать, и этот фактор следует учитывать на этапе разработки технических требований.
Содержание
- Конструктивная логика долговечности сильфонов с краевым сварным соединением
- Механизмы защиты оборудования с помощью гофрированной мембраны с краевым сварным швом
- Область применения Сценарии, в которых продление срока службы наиболее выражено
- Факторы, определяющие, обеспечит ли гофрированный элемент с краевым сварным швом расширенный срок службы
-
Часто задаваемые вопросы
- Сколько циклов способен выдержать типичный краевой сварной сильфон?
- Можно ли использовать гофрированный элемент с краевым сварным швом как в вакуумных, так и в напорных приложениях?
- Что вызывает преждевременный выход из строя сборки гофрированного элемента с краевым сварным швом?
- Подходит ли гофрированный элемент с краевой сваркой для применения при высоких температурах?